ターボチャージャーホース用シリコーンゴム
シリコーンゴム 製品情報
ミラブルシリコーンゴムコンパウンド
自動車の開発において燃費向上は常に課題とされてきました。エンジンの燃費を限界まで向上させる方策の1つとしてターボチャージャーがあります。1980年代には、スポーツカーなどで高出力を生み出すために搭載されたターボチャージャーですが、現代においては、排気量のダウンサイジングとの組み合わせにより、エンジンの低燃費化を実現しています。ターボチャージャーホースには高温の空気通過に伴う絶え間ない圧力振動が発生するため、耐熱性、耐圧性、伸縮性に優れた材料で作られなければなりません。この要求を満たすため、Wacker Chemie AGのシリコーンゴムが欧州車向けの高性能ターボチャージャーホースに使用されています。
 |
|
 |
|
写真1. ターボチャージャーホースの例
|
|
図1. ターボチャージャーの構造
|
表1. ターボチャージャーホースに使用されるゴムの種類と使用温度の関係
|
使用温度 |
ゴムの種類 |
略号 |
|
-35℃ ~ 160℃ |
エチレンアクリレートゴム |
AEM |
|
-35℃ ~ 185℃ |
アクリルゴム |
HT-ACM |
|
-40℃ ~ 220℃ |
フルオロシリコーン/シリコーンゴム |
FVMQ/VMQ |
|
-40℃ ~ 240℃ |
フッ素ゴム/シリコーンゴム |
FKM/VMQ |
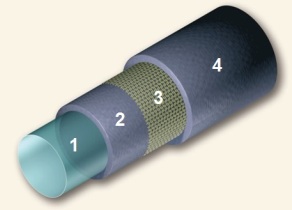
各層はそれぞれ重要な機能を持っています。フッ素ゴムのインナーは、シリコーンゴム層をディーゼルオイル成分などから保護します。補強糸は、連続的な圧力振動に対して耐久性を向上させます。そして、それらが組み合わさることで、優れた耐熱性、耐久性、耐油性、伸縮性を持つ、シリコーンゴム製のターボチャージャーホースが完成します。
押出成形の場合は、フッ素ゴムのインナーを芯金の上に成形し、さらに内層のシリコーンゴムを押出成形します。次に、補強糸を織り上げた後、外層のシリコーンゴムを押出成形します。所定の長さに裁断して、一次硬化に供します。
シリコーンゴムの内外層と補強糸を押出機により形成するのではなく、トッピングシートにより、代替することもできます。トッピングシートを3重から5重に巻きつけて、ホースを形成します。押出成形とトッピングシートにはそれぞれ長所と短所があります(表2)。
 |
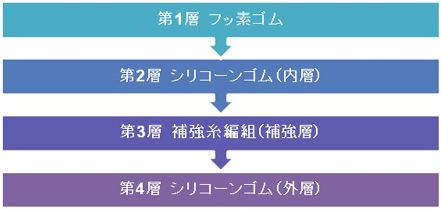 |
| 図2. シリコーンゴム製ターボチャージャーホースの構造の例 | |
|
方法 |
押出成形 |
トッピングシート |
|
長所 |
生産性が高い |
デザインの自由度が高い |
|
短所 |
コンパウンドが柔らかいと加工しにくい |
人手がかかる |
| 構造 | 4層 | 複数(3層以上) |
| ホースの径 | 80mmまで | 60mm ~ 180mm |
|
耐圧性 |
2.5気圧 |
5気圧 |
|
連続使用温度/最高温度 |
210℃/225℃ |
240℃/260℃* |
・硬化剤ペースト、顔料ペーストやその他の添加剤を添加し、均一になるまで混合します。
» ダイスウェルが小さく押出時の寸法安定性に優れます。
» フッ素ゴムや補強糸との密着が可能です。
» 高耐熱老化グレードでは、250℃以上の高温に長時間耐えます。
可塑度が高く、押出成形に適したグレードです。要求されるターボチャージャーホースの特性に応じて、異なるグ
レードをラインナップしております。
|
|
単位 |
ELASTOSIL® |
ELASTOSIL® R 411/60 M |
ELASTOSIL® R 760/70 |
ELASTOSIL® EL 7805 |
| 可塑度 | - | 250 | 330 | 380 | 390 |
| 硬さ Shore A | - | 50 | 61 | 70 | 79 |
|
引張強さ |
MPa |
11.0 | 9.8 | 10.5 | 10.4 |
|
伸び |
% |
700 |
710 | 480 | 280 |
|
引裂強さ(クレセント形) |
kN/m |
25 | 32 | 24 | 14 |
| 圧縮永久ひずみ (180°C 22時間) |
% | 26 | 40 | 12 | 11 |
| ターボチャージャー ホースの要求特性 |
- | 柔軟性 | 寸法精度 疲労耐久性 |
寸法精度 | 耐負圧性 |
|
硬化剤 |
- |
DS-8/1.2部 |
DS-8/1.2部 | DS-3/1.8 部 | DS-8/1.2部 |
測定条件:JIS K 6249、硬化条件:一次硬化 170℃10分、二次硬化 200℃4時間
コンパウンドが柔軟で粘着性があるため、トッピングシートによる製造により適したグレードです。
|
|
単位 |
ELASTOSIL® |
ELASTOSIL® R 756/60 |
| 可塑度 | - | 230 | 240 |
| 硬さ Shore A | - | 59 | 60 |
|
引張強さ |
MPa |
11.9 | 11.2 |
|
伸び |
% |
510 |
520 |
|
引裂強さ(クレセント形) |
kN/m |
21 | 19 |
| 圧縮永久ひずみ (180°C 22時間) |
% | 19 | 20 |
| ターボチャージャー ホースの要求特性 |
- | 汎用 | 高使用温度 |
|
硬化剤 |
- |
DS-3/1.5 部 |
DS-8/1.0 部 |
測定条件:JIS K 6249、硬化条件:一次硬化 170℃10分、二次硬化 200℃4時間
|
製品名 |
硬化剤成分 |
含有量 |
標準一次硬化条件 | 標準二次硬化条件 | 消防上法の区分 |
| DS-3 | ジクミルパーオキサイド | 250 | 330 | 380 | 390 |
| DS-8 | 2,5-ジメチル-2,5-ジ(t-ブチル パーオキシ)ヘキサン |
50 | 61 | 70 | 79 |
・硬化剤の添加量を増やすと硬化速度は高まります。添加量は一次硬化の条件に合わせて、1~2部の範囲で調整することを推奨します。
・酸素の存在下では、過酸化物による硬化が阻害されます。一次硬化時には、スチーム窯内の酸素を完全に除去するように注意してください。
シリコーンゴムの中でも特に耐熱老化性に優れるELASTOSIL®R 756/60 は、耐熱向上剤を添加することにより、優れた耐熱老化性を示します。
 |
 |
 |
 |
【保管上の注意】
・直射日光、雨水の当たらない冷暗所(40℃以下)に保管して下さい。
【安全性について】
・包括的な安全情報については、製品データシート(SDS)をご参照ください。
【消防法】
・指定可燃物(合成樹脂類)
![]()


![]()
![]()
wacker asahikasei silicone co.,ltd. Copyright © 2017